
Innen presisjonsproduksjon er den vanlige misforståelsen at "høyere tetthet = sterkere stivhet = høyere presisjon". Granittbasen, med en tetthet på 2,6–2,8 g/cm³ (7,86 g/cm³ for støpejern), har oppnådd en presisjon som overgår mikrometer eller til og med nanometer. Bak dette "kontraintuitive" fenomenet ligger den dype synergien mellom mineralogi, mekanikk og prosesseringsteknikker. Det følgende analyserer de vitenskapelige prinsippene fra fire hoveddimensjoner.
1. Tetthet ≠ Stivhet: Materialstrukturens avgjørende rolle
Den "naturlige bikake"-krystallstrukturen til granitt
Granitt består av mineralkrystaller som kvarts (SiO₂) og feltspat (KAlSi₃O₈), som er tett bundet sammen av ioniske/kovalente bindinger, og danner en sammenlåsende bikakelignende struktur. Denne strukturen gir den unike egenskaper:

Trykkfastheten er sammenlignbar med støpejerns: den når 100–200 mpa (100–250 mpa for grått støpejern), men elastisitetsmodulen er lavere (70–100 gpa vs. 160–200 gpa for støpejern), noe som betyr at det er mindre sannsynlig at det gjennomgår plastisk deformasjon under belastning.
Naturlig frigjøring av indre spenninger: Granitt har gjennomgått aldring over hundrevis av millioner av år med geologiske prosesser, og den indre restspenningen nærmer seg null. Når støpejern avkjøles (med en avkjølingshastighet > 50 ℃/s), genereres indre spenninger så høye som 50–100 mpa, som må elimineres ved kunstig gløding. Hvis behandlingen ikke er grundig, er den utsatt for deformasjon ved langvarig bruk.
2. Den "flerdefekte" metallstrukturen til støpejern
Støpejern er en jern-karbonlegering, og den har defekter som flakgrafitt, porer og krympingsporøsitet inni.
Grafittfragmenteringsmatrise: Flakgrafitt tilsvarer interne "mikrosprekker", noe som resulterer i en reduksjon på 30 %–50 % av det faktiske lastbærende arealet til støpejern. Selv om trykkfastheten er høy, er bøyefastheten lav (bare 1/5–1/10 av trykkfastheten), og den er utsatt for sprekker på grunn av lokal spenningskonsentrasjon.
Høy tetthet, men ujevn massefordeling: Støpejern inneholder 2 % til 4 % karbon. Under støping kan karbonelementsegregering forårsake tetthetsfluktuasjoner på ±3 %, mens granitt har en mineralfordelingsjevnhet på over 95 %, noe som sikrer strukturell stabilitet.
For det andre, presisjonsfordelen med lav tetthet: dobbel undertrykkelse av varme og vibrasjon
Den "iboende fordelen" med termisk deformasjonskontroll
Varmeutvidelseskoeffisienten varierer mye: granitt er 0,6–5 × 10⁻⁶/℃, mens støpejern er 10–12 × 10⁻⁶/℃. Ta en 10-meters base som et eksempel. Når temperaturen endres med 10 ℃:
Granittutvidelse og -kontraksjon: 0,06–0,5 mm
Støpejernsutvidelse og sammentrekning: 1–1,2 mm
Denne forskjellen gjør at granitt nesten ikke deformeres i et presist temperaturkontrollert miljø (for eksempel ±0,5 ℃ i et halvlederverksted), mens støpejern krever et ekstra termisk kompensasjonssystem.
Forskjell i termisk ledningsevne: Termisk ledningsevne for granitt er 2–3 W/(m·K), som bare er 1/20–1/30 av støpejerns (50–80 W/(m·K)). I oppvarmingsscenarier for utstyr (for eksempel når motortemperaturen når 60 ℃), er overflatetemperaturgradienten for granitt mindre enn 0,5 ℃/m, mens den for støpejern kan nå 5–8 ℃/m, noe som resulterer i ujevn lokal ekspansjon og påvirker rettheten til føringsskinnen.
2. Den "naturlige dempingseffekten" av vibrasjonsdemping
Intern mekanisme for energispredning i korngrensen: Mikrofrakturene og korngrenseglidningen mellom granittkrystaller kan raskt spre vibrasjonsenergi, med et dempningsforhold på 0,3–0,5 (mens det for støpejern bare er 0,05–0,1). Eksperimentet viser at ved en vibrasjon på 100 Hz:
Det tar 0,1 sekunder for granittens amplitude å forfalle til 10 %.
Støpejern tar 0,8 sekunder
Denne forskjellen gjør at granitten stabiliserer seg umiddelbart i høyhastighetsutstyr (som 2 m/s-skanning av belegningshodet), og unngår dermed feilen med "vibrasjonsmerker".
Den motsatte effekten av treghetsmasse: Lav tetthet betyr at massen er mindre i samme volum, og treghetskraften (F=ma) og momentumet (p=mv) til den bevegelige delen er lavere. For eksempel, når en 10 meter lang granittportalramme (som veier 12 tonn) akselereres til 1,5G sammenlignet med en støpejernsramme (20 tonn), reduseres drivkraftbehovet med 40 %, start-stopp-støtet reduseres, og posisjoneringsnøyaktigheten forbedres ytterligere.

III. Gjennombrudd innen "tetthetsuavhengig" presisjon i prosesseringsteknologi
1. Tilpasningsevne til ultrapresisjonsbehandling
"Krystallnivå"-kontroll av sliping og polering: Selv om hardheten til granitt (6-7 på Mohs-skalaen) er høyere enn for støpejern (4-5 på Mohs-skalaen), er mineralstrukturen jevn og kan fjernes atomisk gjennom diamantslipemiddel + magnetoreologisk polering (enkeltpoleringstykkelse < 10 nm), og overflateruheten Ra kan nå 0,02 μm (speilnivå). På grunn av tilstedeværelsen av myke grafittpartikler i støpejern, er imidlertid "furplough-effekten" utsatt for sliping, og overflateruheten er vanskelig å være lavere enn Ra 0,8 μm.
Fordelen med CNC-maskinering med "lav spenning": Ved bearbeiding av granitt er skjærekraften bare 1/3 av støpejerns (på grunn av lav tetthet og liten elastisitetsmodul), noe som gir høyere rotasjonshastigheter (100 000 omdreininger per minutt) og matehastigheter (5000 mm/min), noe som reduserer verktøyslitasje og forbedrer prosesseringseffektiviteten. Et visst femakset maskineringstilfelle viser at behandlingstiden for granittføringsspor er 25 % kortere enn for støpejern, mens nøyaktigheten er forbedret til ±2 μm.
2. Forskjeller i den "kumulative effekten" av monteringsfeil
Kjedereaksjonen med redusert komponentvekt: Komponenter som motorer og føringsskinner parret med lavdensitetsbaser kan samtidig lettes. Når for eksempel effekten til en lineærmotor reduseres med 30 %, reduseres også varmeutviklingen og vibrasjonen tilsvarende, noe som danner en positiv syklus med "forbedret presisjon - redusert energiforbruk".
Langvarig presisjonsbevaring: Korrosjonsmotstanden til granitt er 15 ganger høyere enn støpejern (kvarts er motstandsdyktig mot syre- og alkalierosjon). I et halvleder-syretåkemiljø er endringen i overflateruhet etter 10 års bruk mindre enn 0,02 μm, mens støpejern må slipes og repareres hvert år, med en kumulativ feil på ±20 μm.
Iv. Industriell bevis: Det beste eksemplet på lav tetthet ≠ lav ytelse
Utstyr for halvledertesting
Sammenligningsdata for en bestemt waferinspeksjonsplattform:
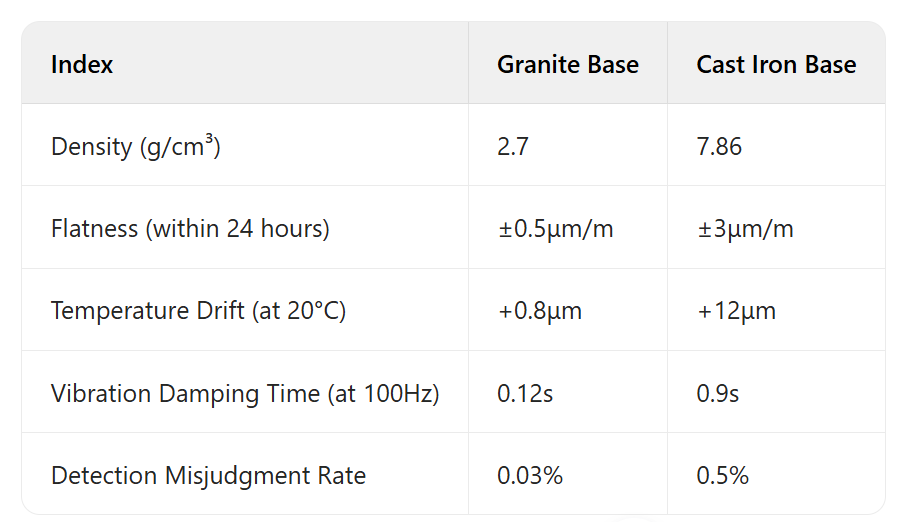
2. Presisjonsoptiske instrumenter
Infrarøddetektorbraketten til NASAs James Webb-teleskop er laget av granitt. Det er nettopp ved å utnytte den lave tettheten (reduserer satellittnyttelasten) og lave termiske ekspansjon (stabil ved ultralave temperaturer på -270 ℃) at optisk justeringsnøyaktighet på nanonivå sikres, samtidig som risikoen for at støpejern blir sprøtt ved lave temperaturer elimineres.
Konklusjon: Innovasjon i materialvitenskap som går imot sunn fornuft
Presisjonsfordelen med granittbaser ligger i hovedsak i den materiallogiske seieren av "strukturell ensartethet > tetthet, termisk sjokkstabilitet > enkel stivhet". Ikke bare har den lave tettheten ikke blitt et svakt punkt, men den har også oppnådd et sprang i presisjon gjennom tiltak som å redusere treghet, optimalisere termisk kontroll og tilpasse seg ultrapresisjonsbehandling. Dette fenomenet avslører kjerneloven i presisjonsproduksjon: materialegenskaper er en omfattende balanse av flerdimensjonale parametere snarere enn en enkel akkumulering av enkeltindikatorer. Med utviklingen av nanoteknologi og grønn produksjon omdefinerer granittmaterialer med lav tetthet og høy ytelse den industrielle oppfatningen av "tung" og "lett", "stiv" og "fleksibel", og åpner nye veier for avansert produksjon.

Publiseringstid: 19. mai 2025